
聯系人:丁先生
手 機:13921835998
電 話:0515-85531999
傳 真:0515-85936868
Q Q:542858909
郵 箱:dtfhly@163.com
地 址:江蘇東臺市臺南工業園區16號
網 址:m.yldzw.com

退火是將工件加熱到適當的溫度,托輥網帶爐廠然后根據材料和工件尺寸緩慢冷卻。其目的是使金屬的內部結構達到或接近平衡狀態,以獲得良好的工藝和操作性能,或準備進一步淬火的結構。托輥網帶爐廠正火是將工件加熱到合適的溫度,然后在空氣中冷卻。正火效果與退火相似,但得到的組織較細。正火經常被用來提高材料的切削性能,有時也被用來處理要求低的零件作為最終的熱處理。
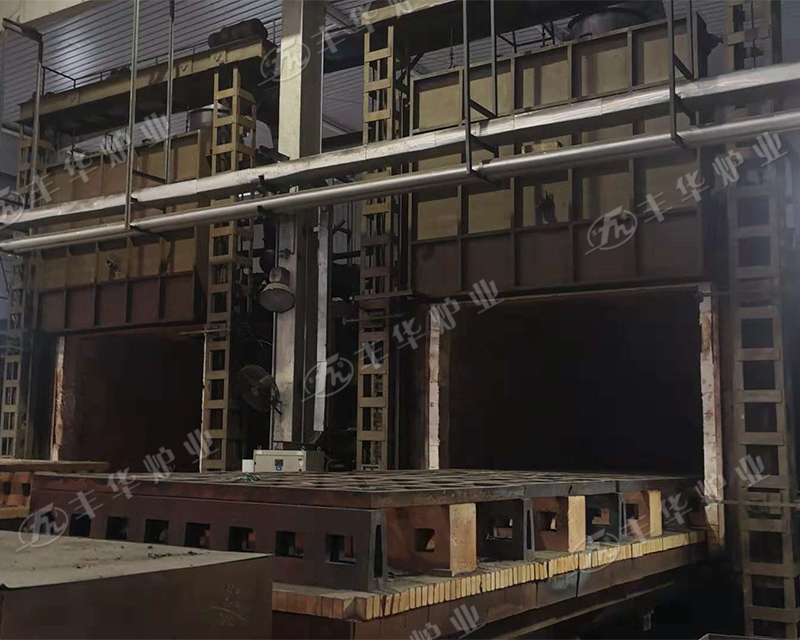
整套設備由爐體、網帶傳動體系及溫控體系三大部分構成。爐體由進料段、預燒段、燒結段、緩冷段、水冷段及出料段構成。網帶傳動體系由耐高溫網帶、傳動設備等構成。托輥網帶爐廠網帶的運轉速度通過變頻器調理,托輥網帶爐廠裝備有數顯式網帶測速設備;可直讀網帶速度;溫控體系由熱電偶.數顯式智能PID調理器和可控硅構成,構成閉環操控體系,可實現主動準確控溫.

一般正火,是加熱保溫加空冷的過程;調質則是加熱保溫加高溫回火的過程。作為結構鋼的中碳碳素鋼和中碳合金鋼在調質之前多有一次正火,以便消除冷熱加工應力,均勻組織,細化晶粒。加熱溫度多在850- 900℃之間。尺寸較大的工件,正火空冷后還要有一次高溫回火,托輥網帶爐廠為的是消除加熱應力。等溫正火是正火的一種特例,是直接得到索氏體(細片狀)的一種熱處理方式。調質處理加熱溫度基本也就在這個溫度段(800-900℃),托輥網帶爐廠回火溫度多在500-650℃。調質處理得到的回火索氏體為粒狀或點狀。用此爐改造為調質處理爐應當沒問題,加熱保溫功能要求一致,加熱溫度合適。等溫爐用于調質淬火后的高溫回火也恰到好處,溫度段剛剛好。

網帶爐適用于中小軸承圈套、滾子、自攻螺釘、螺帽、手工具、五金零件等的熱處理。氣氛網帶爐熱處理零件質量穩定,質量重現性好,零件表面光潔。托輥網帶爐廠網帶傳送式加熱爐生產線的組成有:清洗烘干機、網帶傳送加熱爐、淬火油槽、清洗機、網帶傳送回火爐、控制系統以及可控氣氛供氣系統等。零件進入生產線的進料口后,零件的清洗、烘干、加熱、淬火、淬火后的清洗、回火等。托輥網帶爐廠氣氛網帶爐之問的零件傳遞都自動進行,通過網帶或其他方式進行傳送,是一條自動化程度較高的可控氣氛熱處理生產線。氣氛網帶爐生產線可對小零件進行光亮淬火、薄層滲碳或碳氮共滲處理。







