
聯系人:丁先生
手 機:13921835998
電 話:0515-85531999
傳 真:0515-85936868
Q Q:542858909
郵 箱:dtfhly@163.com
地 址:江蘇東臺市臺南工業園區16號
網 址:m.yldzw.com

合理設計,防止縫隙。例如:焊接優于鉚接;對焊優于搭焊;焊接的時分必需要保證質量,網帶正火爐型號廠家防止焊孔;螺釘接合構造,也可以采用低硫橡皮墊圈、致密的填料、接合面可以用涂層防護。此外,網帶正火爐型號廠家設計時應防止積水的區域;維護時,應勤于清算,去除污垢等。 設計無法防止縫隙時,可采用陰極維護。例如在海水中,采用犧牲鋅極或鎂極。但采取這種辦法時,要留意氫脆成績。

正火是將鋼加熱到Ac3 (或AcCM)以上適當溫度(一般增加30-50℃),網帶正火爐型號廠家保溫以后再空氣中冷卻得到珠光體類組織的熱處理工藝。等溫正火爐其目的是消除或改善坯料制備時所造成的各種組織缺陷,獲得最有利于切削加工的組織和硬度,改善組織中各組成相的形態和分布,細化晶粒,為最終熱處理做好組織準備。常用作齒輪用鋼的預先熱處理,網帶正火爐型號廠家但因其冷卻方式是在空氣中連續冷卻,珠光體類組織形成溫度跨度大,組織均勻性差,硬度離散度大,機加工性能不好,容易導致最終熱處理變形。因此,近年來汽車用齒輪鋼件普遍采用等溫正火,作為其預先熱處理。

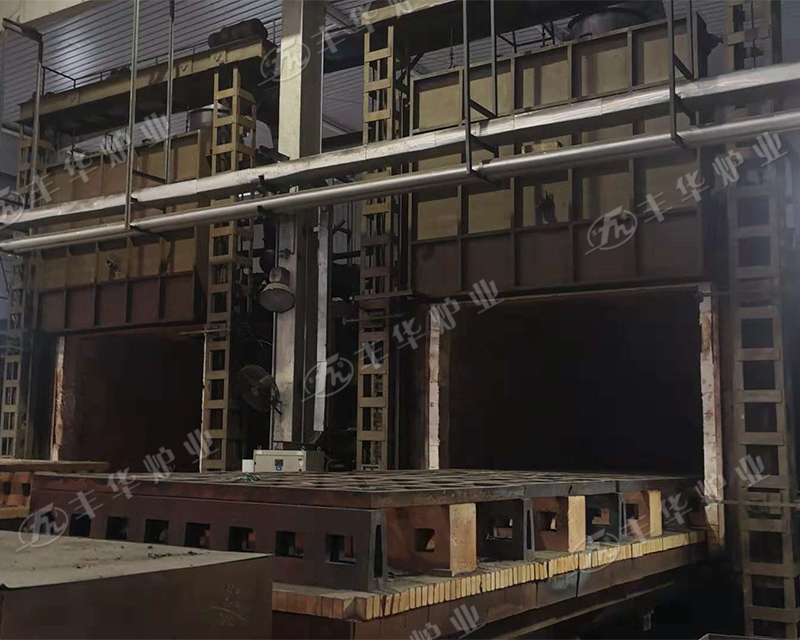
正火加熱爐的落料口與中間冷卻裝置之間有一段裸露在空氣中,落料口處設置有保溫簾。 有時候啟動冷卻機構的冷卻風扇時,會有一定量的風會進入正火加熱爐的落料口造成溫度下降。 等溫爐的接料口處由于遠離冷卻風扇,故啟動冷卻風扇時對等溫爐溫度無影響。網帶正火爐型號廠家但等溫爐1區應多設置一些加熱裝置,防止零件進去后溫度下降過快。一般正火,是加熱保溫加空冷的過程;調質則是加熱保溫加高溫回火的過程。網帶正火爐型號廠家作為結構鋼的中碳碳素鋼和中碳合金鋼在調質之前多有一次正火,以便消除冷熱加工應力,均勻組織,細化晶粒。加熱溫度多在850- 900℃之間。尺寸較大的工件,正火空冷后還要有一次高溫回火,為的是消除加熱應力。
正火是將鋼加熱到Ac3 (或AcCM)以上適當溫度(一般增加30-50℃),保溫以后再空氣中冷卻得到珠光體類組織的熱處理工藝。網帶正火爐型號廠家其目的是消除或改善坯料制備時所造成的各種組織缺陷,獲得最有利于切削加工的組織和硬度,改善組織中各組成相的形態和分布,細化晶粒,為最終熱處理做好組織準備。常用作齒輪用鋼的預先熱處理,網帶正火爐型號廠家但因其冷卻方式是在空氣中連續冷卻,珠光體類組織形成溫度跨度大,組織均勻性差,硬度離散度大,機加工性能不好,容易導致最終熱處理變形。因此,近年來汽車用齒輪鋼件普遍采用等溫正火,作為其預先熱處理。







