

返回首頁
MENU
企業(yè)郵箱
Copyright ? 東臺(tái)豐華爐業(yè)有限公司 All rights reserved 備案號(hào):蘇ICP備10099844號(hào)-1 主要從事于網(wǎng)帶正火爐,網(wǎng)帶正火爐廠家,網(wǎng)帶正火爐廠, 歡迎來電咨詢! 揚(yáng)天網(wǎng)絡(luò)
Copyright ? 東臺(tái)豐華爐業(yè)有限公司 All rights reserved 備案號(hào):蘇ICP備10099844號(hào)-1 主要從事于網(wǎng)帶正火爐,網(wǎng)帶正火爐廠家,網(wǎng)帶正火爐廠, 歡迎來電咨詢! 揚(yáng)天網(wǎng)絡(luò)

聯(lián)系人:丁先生
手 機(jī):13921835998
電 話:0515-85531999
傳 真:0515-85936868
Q Q:542858909
郵 箱:dtfhly@163.com
地 址:江蘇東臺(tái)市臺(tái)南工業(yè)園區(qū)16號(hào)
網(wǎng) 址:m.yldzw.com

合理選擇能源:用電干凈,易控制,如井式電阻爐,屬間接加熱工件,熱效率較低,通過強(qiáng)化輻射、減少爐襯蓄熱及爐壁散熱來增加熱效率;脈沖離子氮化爐,釬焊爐網(wǎng)帶廠家用電能把低真空的氣體電離成離子,在電場(chǎng)作用下,高速?zèng)_擊工件,在加熱工件的同時(shí),把氮元素深入工件,這種熱處理方式有較高的熱效率;用燃料便宜,盡量用天然氣或煤氣,其屬高熱值的氣體,釬焊爐網(wǎng)帶廠家可以在噴出式燒嘴上形成火焰,通過熱沖擊、熱輻射、熱對(duì)流的方式,直接加熱工件,有高的換熱系數(shù)和加熱速度,故熱效率高。

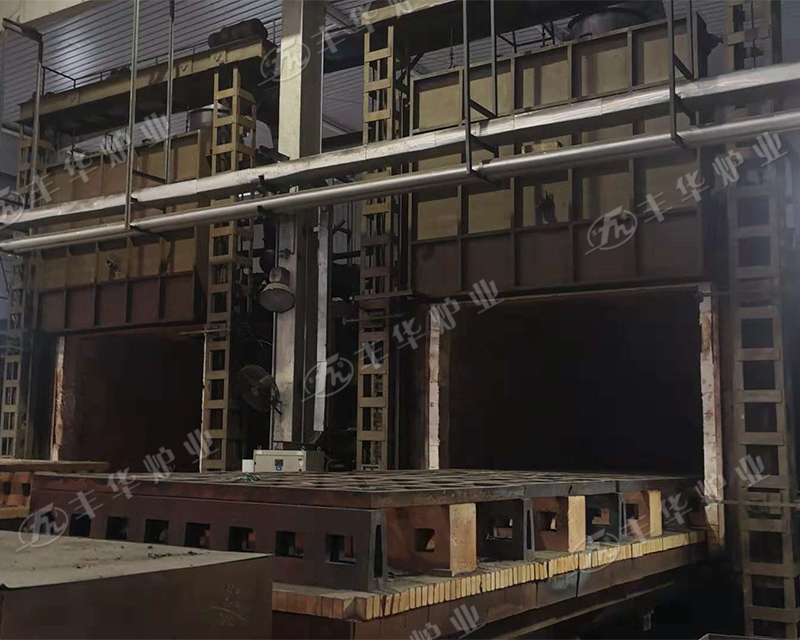
整套設(shè)備由爐體、網(wǎng)帶傳動(dòng)體系及溫控體系三大部分構(gòu)成。爐體由進(jìn)料段、預(yù)燒段、燒結(jié)段、緩冷段、水冷段及出料段構(gòu)成。網(wǎng)帶傳動(dòng)體系由耐高溫網(wǎng)帶、傳動(dòng)設(shè)備等構(gòu)成。釬焊爐網(wǎng)帶廠家網(wǎng)帶的運(yùn)轉(zhuǎn)速度通過變頻器調(diào)理,釬焊爐網(wǎng)帶廠家裝備有數(shù)顯式網(wǎng)帶測(cè)速設(shè)備;可直讀網(wǎng)帶速度;溫控體系由熱電偶.數(shù)顯式智能PID調(diào)理器和可控硅構(gòu)成,構(gòu)成閉環(huán)操控體系,可實(shí)現(xiàn)主動(dòng)準(zhǔn)確控溫.

合理設(shè)計(jì),防止縫隙。例如:焊接優(yōu)于鉚接;對(duì)焊優(yōu)于搭焊;焊接的時(shí)分必需要保證質(zhì)量,釬焊爐網(wǎng)帶廠家防止焊孔;螺釘接合構(gòu)造,也可以采用低硫橡皮墊圈、致密的填料、接合面可以用涂層防護(hù)。此外,釬焊爐網(wǎng)帶廠家設(shè)計(jì)時(shí)應(yīng)防止積水的區(qū)域;維護(hù)時(shí),應(yīng)勤于清算,去除污垢等。 設(shè)計(jì)無法防止縫隙時(shí),可采用陰極維護(hù)。例如在海水中,采用犧牲鋅極或鎂極。但采取這種辦法時(shí),要留意氫脆成績(jī)。
通電后無法開機(jī)。造成這種情況的原因有兩種可能:一是電源不符合規(guī)格之要求,排除方法是接上規(guī)格上要求的電源;第二是有可能零線沒接上,釬焊爐網(wǎng)帶廠家排除方法是將零線接上。爐體內(nèi)部溫度不均勻,異常偏高。造成的原因有三種可能:一是熱電偶反應(yīng)不靈敏,排除方法是更換熱電偶;第二是溫控儀不靈敏,動(dòng)作失控,排除辦法是更換控溫儀;第三是工件擺放不合理,爐門沒關(guān)好,釬焊爐網(wǎng)帶廠家排除辦法是改變工件放法,關(guān)好爐門。只有定期對(duì)爐內(nèi)的各個(gè)項(xiàng)目,例如控制箱內(nèi)、爐頂蓋通風(fēng)孔、控制箱各部件螺絲等項(xiàng)目經(jīng)常進(jìn)行檢查,相信可以未雨綢繆,避免許多不必要造成的故障。

待各個(gè)區(qū)溫度均做到預(yù)設(shè)值后,依據(jù)加工工藝規(guī)定挑選是不是必須打開油循環(huán)系統(tǒng)及其游拌和。若必須,按住“油循環(huán)系統(tǒng)開”和“油拌和開”就可以,若不用,則繞過此流程,并開展下一步。按住“提高輸送帶開”功能鍵,釬焊爐網(wǎng)帶廠家并依據(jù)加工工藝根據(jù)“提高變速”旋紐挑選適度的提高輸送帶速率。打開乙醇流量閥,向爐膛內(nèi)進(jìn)入乙醇,釬焊爐網(wǎng)帶廠家并根據(jù)調(diào)處閘閥來操縱乙醇總流量尺寸。打開回火網(wǎng)帶打開熱處理輸送帶接入開關(guān)電源儀表盤溫度做到(打開油循環(huán)系統(tǒng))(打開油拌和)通乙醇打開提高輸送帶調(diào)處乙醇總流量打開加溫電源開關(guān)設(shè)置儀表盤溫度打開淬火離心風(fēng)機(jī)。





